- Home
- About Us
- Machines
- Cups & Containers
- Support
- Contact Us
- Customer Portal
Service Bulletin: SB 214.2
Subject: Bottom Finish Tooling — Thrust Bearing, Split Flange Tooling
Recommendations:
Paper Machinery Corporation has developed an Assembly Procedure to help reduce fretting and premature wear on the Bottom Finish Tooling. This applies for all Thrust Bearing, Split Flange type finish tooling.
Refer to Service Instruction sheet #099.1 below for complete instructions.
NOTE:
This is an added procedure and does not replace any previous bulletins/set up instructions for the Thrust Style, Split Flange Tooling.
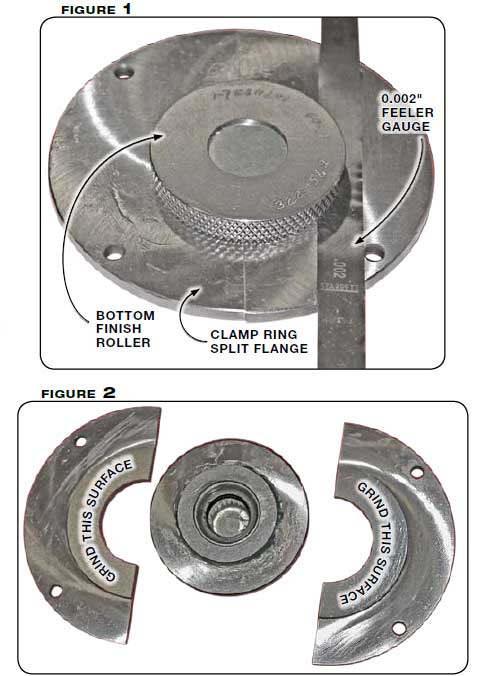
Internal wear is evident when, after checking the clearance, the reading is above 0.0013″. The factory setting for clearance between the cam on the follower is 0.0001″ – 0.0013″.
With the Clamp Ring Split Flange mounted to the Finish Roller, proceed to the following:
CONTACT: Parts orders and customer communication can be made using telephone, FAX, or e-mail. Contact can still be made using the main telephone switchboard at 414-354-8050 or FAX number 414-354-8614. Sending a FAX directly to the Service Department, at 414-354-1710, will convey a faster response. If using e-mail and no response is made within 3 working days, please contact via phone or FAX.
Parts orders can be directed to Holly Warner or Vicky Alcaraz using telephone, FAX, or e-mail. Please make sure to carbon copy (CC) both Holly Warner and Vicky Alcaraz in all e-mails containing parts orders. Service issues can be directed to Steve Evans or Mike Ferguson and electrical issues to Larry Spencer.